Каждую весну на солнечные фермы провинции Чолла-Намдо в Южной Корее поступает странная команда: «Прекратить выработку». Государство велело установить панели — а теперь требует выбрасывать произведённое электричество. Ограничение выдачи мощности (curtailment). В 2022 году — 77 случаев, затем стремительный рост. Ежегодно электричество на десятки миллиардов вон просто исчезает.
Почему бы не запасти? Литий-ионные ESS с 2017 по 2019 год загорались более 30 раз. Жители слышат три буквы «ESS» — и немедленно протестуют. Страховые премии взлетели, экономика рухнула.
Подведём итог: электричество в избытке, батареи для его хранения горят, фермеры каждую зиму разоряются на отоплении, удобрения почти целиком импортируются. Четыре проблемы существуют порознь, не пересекаясь.
А что если одна батарея может решить все четыре одновременно?
Ответ, который Эдисон дал 120 лет назад
В 1901 году Томас Эдисон запатентовал батарею. Железо-никелевую. Катод из никеля, анод из железа, электролит — водный раствор гидроксида калия. На водной основе.
Поставьте её рядом с литий-ионной — различия разительны.
| Железо-никелевая | Литий-ионная | |
|---|---|---|
| Пожарный риск | Нулевой. Водный электролит, тепловой разгон невозможен | Органический электролит, тепловой разгон возможен |
| Срок службы | 30–50 лет. Электроды не разрушаются | 10–15 лет. Замена обязательна |
| КПД цикла | 60–70 %. Треть вложенной энергии теряется | 85–95 % |
| Саморазряд | 20–30 % в месяц. Для длительного хранения не годится | 2–3 % в месяц |
| Перезаряд | Приветствуется. Выделяется водород | Риск взрыва |
| Глубокий разряд | Выдерживает | Повреждение ячеек |
| BMS | Не нужна. Саморегуляция | Обязательна. Отказ = конец |
| Полная стоимость за 30 лет | 0 замен | 2–3 замены |
Недостатки очевидны. Тяжёлая, низкая удельная энергоёмкость, КПД цикла ниже, чем у лития, быстрый саморазряд. Для электромобилей не годится. Для хранения дольше месяца тоже.
Если разобраться в природе саморазряда, обнаруживается любопытная деталь. Заряженное железо на аноде самопроизвольно реагирует с водой в электролите (раствор KOH), выделяя газообразный водород. Саморазряд — это, по сути, медленный электролиз. Даже в состоянии покоя батарея понемногу производит водород. Если предусмотреть систему сбора, часть энергии, «потерянной» на саморазряд, можно вернуть в виде водорода. В конструкции Battolyser трубопроводы для сбора уже встроены, поэтому дополнительные затраты невелики.
Но стоит сменить точку зрения — и картина меняется. Если электричество всё равно выбрасывается из-за curtailment? Потерять 100 % или спасти хотя бы 65 % — что лучше? Батарея стационарная, вес неважен, земли в сельской местности хватает с избытком. А проблему с долгосрочным хранением решает перевод в аммиак. Об этом — ниже.
В феврале 2026 года группа UCLA объявила, что их железо-никелевая батарея, изготовленная методом нанокластерного синтеза, заряжается за секунды и выдерживает 12 000 циклов (более 30 лет). «Просто смешиваешь обычные материалы и нагреваешь», — описали учёные. 120-летняя технология продолжает эволюционировать.
Когда батарея становится водородным заводом
Здесь сюжет совершает поворот.
В Делфтском техническом университете (Нидерланды) разработали технологию под названием Battolyser. Когда железо-никелевая батарея заряжена на 100 % и электричество продолжает поступать, вода внутри неё расщепляется, выделяя водород (H₂) и кислород (O₂). Батарея превращается в электролизёр. В 2023 году в Нидерландах была завершена первая промышленная установка.
Ключевое преимущество Battolyser в том, что батарея и электролизёр объединены в одном устройстве. Отдельный электролизёр удвоил бы капитальные затраты, а Battolyser достаточно просто подавать больший зарядный ток. Переключение между режимом хранения и режимом производства водорода происходит в реальном времени. КПД электролиза в режиме перезаряда составляет 60–70 % — сопоставимо с щелочным электролизом. Треть энергии теряется, но процесс происходит в том же устройстве, без дополнительного оборудования — в этом и состоит ценность.
Логика управления проста. Прогнозируется спрос, в батарее резервируется ровно столько ёмкости, сколько нужно для ночного разряда, а весь остаток избыточной энергии с самого начала направляется в режим перезаряда для производства водорода.
День — Поступает избыточная солнечная энергия. Заряжается ровно столько, сколько нужно для ночного разряда, остальное сразу идёт на производство водорода в режиме перезаряда. Ночь — Батарея разряжается, электричество продаётся в сеть. (Функция ESS)
Это не три шага (заряд → разряд → электролиз), а один: перезаряд напрямую производит водород. Потери на преобразование значительно меньше.
Литий-ионная ESS только хранит электричество. Battolyser хранит электричество и производит водород — в одном устройстве, с переключением в реальном времени.
От водорода к удобрениям
Появился водород — открывается следующий этап.
Соедините водород (H₂) с азотом (N₂) из воздуха — получите аммиак (NH₃). Это процесс Габера — Боша. Изобретённый в 1913 году, он сделал возможным современное сельское хозяйство, но простым его не назовёшь. Требуется температура 400–500 °C и давление 150–300 атмосфер. Традиционные крупные заводы производят сотни тысяч тонн в год — просто так поставить такой в деревне нельзя.
Однако в последнее время активно развивается модульный мелкомасштабный синтез аммиака. Электрохимическое восстановление азота, усовершенствованные катализаторы — всё это движется в сторону миниатюризации и децентрализации. Технология пока на ранней стадии коммерциализации, и это самый сложный в техническом отношении компонент системы. Поэтому в дорожной карте синтез аммиака запланирован не ранее Этапа 2.
Около 80 % мирового производства аммиака идёт на удобрения — основу сельского хозяйства. Мочевина, нитрат аммония, сульфат аммония — всё из аммиака.
Южная Корея импортирует практически всё сырьё для удобрений. Кризис мочевины 2021 года наглядно показал хрупкость этой цепочки поставок.
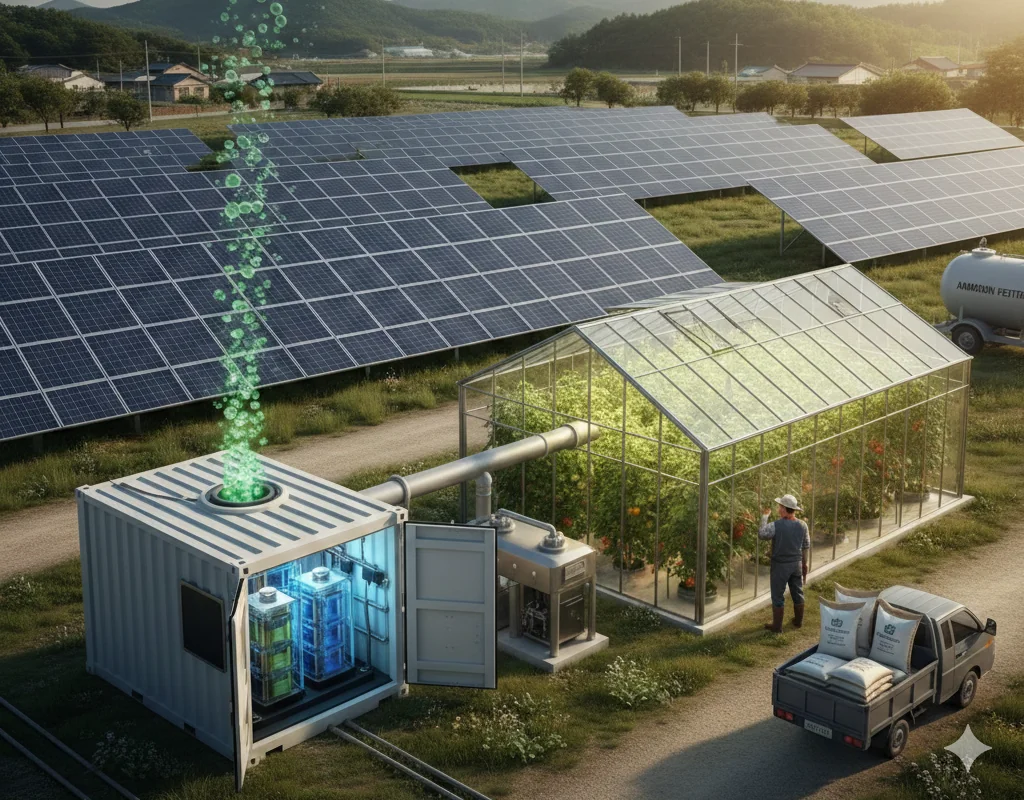
Ключевых выходов у одной системы четыре:
- Электричество — продажа в сеть ночью
- Водород — сырьё для синтеза аммиака, топливные элементы
- Аммиак — сырьё для удобрений (мочевина, нитрат аммония, сульфат аммония), раствор мочевины, судовое топливо (с Этапа 2)
- Тепло — сбросное тепло батареи (60 °C) для обогрева теплиц (при этом количество выделяемого тепла зависит от ёмкости батареи и частоты циклов заряда/разряда — это вспомогательный, а не основной источник тепла)
Побочным продуктом является и кислород (O₂), но для его использования в медицине, аквакультуре и т. д. нужны отдельные установки очистки, сжатия и транспортировки — автоматически доход от него не возникает.
Литий-ионная ESS способна только на пункт 1.
«Электричество с моих солнечных панелей производит мои удобрения и обогревает мою теплицу.» Когда синтез аммиака станет реальностью, такой замкнутый цикл самообеспечения станет возможным.
Сезон меняется — меняется и роль
Весна и осень — Выработка на пике. Сезон curtailment. На основе прогноза спроса в батарее резервируется минимум, необходимый для ночного разряда; вся остальная избыточная энергия целиком направляется в режим перезаряда для производства водорода. Этот водород преобразуется в аммиак и закачивается в ёмкости под давлением. Цель: curtailment 0 %.
Почему не хранить электричество прямо в батарее? Железо-никелевая теряет 20–30 % заряда в месяц. Накопить весной и использовать зимой невозможно. Аммиак же хранится в жидком виде под давлением (8–10 атмосфер) при комнатной температуре практически без потерь — как сжиженный газ (LPG). Краткосрочное хранение — батарея, долгосрочное — аммиак. Это ключевой проектный принцип системы.
Лето — Пик потребления на охлаждение. Разница в 4–6 часов между пиком солнечной генерации (13:00–15:00) и пиком потребления кондиционеров (17:00–20:00) делает это время года идеальным для пикового сдвига — основной функции ESS. Потери на саморазряд при нескольких часах пренебрежимо малы. Пиковый сдвиг максимизирует доход от продажи электроэнергии, а в дневные часы с минимальным SMP можно переключиться в режим перезаряда для производства водорода.
Зима — Инсоляции недостаточно. Накопленный с весны аммиак используется как топливо или реформируется для топливных элементов. Сбросное тепло батареи и водородный котёл обогревают теплицы круглосуточно.
Электричество, которое выбрасывали весной, становится теплом зимой. Межсезонный перенос энергии.
Считаем деньги
Всё начинается с сырья
Долгосрочная конкурентоспособность батареи определяется сырьём.
| Железо-никелевая | Литий-ионная (NMC) | Литий-ионная (LFP) | |
|---|---|---|---|
| Ключевое сырьё | Железо, никель, KOH | Литий, никель, кобальт, марганец | Литий, железо, фосфат |
| Стоимость сырья на кВт·ч | $15–30 | $50–80 | $30–50 |
| Волатильность цен | Низкая. Железо — самый распространённый металл | Высокая. Цена лития колебалась в 8 раз | Средняя. Зависимость от лития |
| Риск цепочки поставок | Низкий. Месторождения по всему миру | Высокий. 70 % кобальта — из Конго | Средний |
Литий в 2022 году превысил $80 000 за тонну, а к 2024-му рухнул ниже $10 000. Сама цена на сырьё — это риск. Железо стоит $100–150 за тонну — самый распространённый металл на Земле.
Впрочем, стоимость сырья и цена готового продукта — разные вещи. Литий-ионные батареи за десятилетия массового производства подешевели до $100–150/кВт·ч. Железо-никелевые пока выпускаются малыми партиями и стоят $200–400/кВт·ч. С началом массового производства преимущество в сырье может отразиться и на цене конечного продукта.
Полная стоимость за 30 лет
Литий-ионные батареи нужно полностью менять каждые 10 лет. За 30 лет — трижды. Плюс системы пожарного мониторинга, страховые взносы и обслуживание BMS — постоянно.
Железо-никелевой нужна лишь одна замена электролита. Ноль замен модулей. Пожарное оборудование не требуется. BMS не нужна. Начальные затраты в 1,2–1,5 раза выше, но совокупная стоимость за 30 лет — в пользу железо-никеля.
Экономика фермерского хозяйства (оценка)
Приведённые ниже цифры — оценки для тепличного хозяйства в Чолла-Намдо (площадь ок. 3 300 м², годовая инсоляция 1 300 кВт·ч/кВт). Фактическая экономия зависит от масштаба оборудования, вида культур и динамики цен на энергию.
| До внедрения | После внедрения (оценка) | |
|---|---|---|
| Затраты на отопление в год | 10–30 млн вон | 2–6 млн вон (снижение на 70–80 % за счёт сбросного тепла + водородного котла) |
| Затраты на удобрения в год | 5–15 млн вон | Собственное производство, экономия до 50 % (после внедрения синтеза аммиака) |
| Раствор мочевины | Рыночная цена + нестабильность поставок | Местное производство (после внедрения синтеза аммиака) |
Уже только ESS + водород дают экономию на отоплении. С добавлением синтеза аммиака предполагаемая экономия составит 10–25 млн вон в год на хозяйство.
Где и как начать
Провинция Чолла-Намдо — лидер Южной Кореи по установленной мощности солнечных электростанций. Здесь curtailment бьёт сильнее всего, и здесь же сосредоточены тепличные хозяйства с высоким спросом на тепло. Там, где проблема острее всего, и решение даёт максимальный эффект. Технология уже проверена: Эдисон доказал её в 1901 году, Делфтский университет продемонстрировал промышленный масштаб в 2023-м, UCLA поднял характеристики на новый уровень в 2026-м. Осталось масштабирование.
Оптимальная стратегия — не строить гигантский завод с нуля, а собирать модульные Battolyser контейнерного формата, как блоки Lego. Растёт спрос — добавляем модули. Что-то пошло не так — потери ограничены одним модулем.
Этап 1 (1–2 года): ESS + демонстрация водорода Установка Battolyser ESS мощностью 1–10 МВт·ч в Хэнаме или Ёнаме (Чолла-Намдо). Сертификация через регуляторную песочницу. На этом этапе — фокус на циклах заряда/разряда и производстве водорода. Водород продаётся напрямую или используется для отопления. Синтез аммиака не производится. Главное — отделить технически сложный участок, чтобы минимизировать риски.
Этап 2 (3–5 лет): внедрение синтеза аммиака На основе данных Этапа 1 привлекаются государственная электроэнергетическая компания и корпорация централизованного теплоснабжения. Масштаб расширяется до ГВт·ч. Именно на этом этапе вводятся модульные установки синтеза аммиака. Миниатюризация и модуляризация процесса Габера — Боша — ключевая техническая задача этой фазы. Необходимо формирование консорциума по локализации производства с металлургическими и цветнометаллическими компаниями.
Этап 3 (5–10 лет): национальный масштаб и экспорт Модель Чолла-Намдо тиражируется по всем регионам с высокой концентрацией солнечной генерации. Интегрированный экспортный пакет «солнечная энергия + железо-никелевая ESS + аммиачная установка + отопление теплиц» поставляется в Юго-Восточную Азию, Африку и на Ближний Восток.
Ожидаемые возражения и ответы
«При КПД цикла 65 % теряется треть электричества?» Верно. По сравнению с литий-ионными (90 %) — хуже. Но сравнение некорректно. Электричество, уничтоженное curtailment, имеет КПД 0 %. Выбор стоит между 0 % и 65 %. Где можно установить литий-ион — ставьте литий-ион. Это альтернатива для мест, где установка невозможна из-за протестов жителей и пожарного риска.
«Аммиак — токсичное вещество. Не опасно ли это в деревне?» Аммиак — ядовитый газ, опасный при вдыхании. Это факт, и его нельзя преуменьшать. Однако в мире ежегодно производится, перевозится и хранится более 180 миллионов тонн аммиака. На удобрительных заводах, в холодильных комплексах, на химических предприятиях десятилетиями отработаны протоколы безопасности. Для модульных установок в сельской местности обязательны герметичное хранение, системы обнаружения утечек и аварийного отключения.
«Начальные инвестиции слишком велики.» Затраты на демонстрационную установку Этапа 1 (1–10 МВт·ч) — порядка нескольких миллиардов вон. Без государственных субсидий и регуляторной песочницы частный сектор в одиночку не справится. Но если учесть, что ежегодно из-за curtailment теряется электричество на десятки миллиардов вон, а на импорт удобрений тратятся триллионы, ожидаемая доходность пилотных инвестиций вполне оправдана.
«И кто же это будет делать?» Это ключевой вопрос. Даже при наличии технической возможности и экономической обоснованности без того, кто начнёт, ничего не произойдёт. Солнечные фермеры избавляются от curtailment. Тепличные хозяйства снижают затраты на отопление. Жители рядом с ESS перестают бояться пожаров. Экологические организации приветствуют безуглеродное производство удобрений. Национальная безопасность получает собственную базу для мочевины и удобрений. Структура, в которой выигрывают все заинтересованные стороны, — нужно лишь политическое решение вонзить первую лопату.
Батарея, созданная Эдисоном 120 лет назад. Вода, железо и никель. Не горит, служит 30 лет, а при перезаряде выделяет водород. КПД ниже, чем у литий-ионных, и до синтеза аммиака ещё предстоит преодолеть немало препятствий.
И всё же эта технология заслуживает внимания — потому что намечается путь от выброшенного электричества к удобрениям и теплу. Электричество, которое весной выбрасывали, зимой становится теплом. Не идеально, но 65 % лучше, чем 0 %. Нужна первая демонстрационная установка.